
Combining and Dividing
Timing Screw 1:2 Smart Divider: Take one lane of product and divide that product into two lanes. Need to only feed one lane than engage the lane diverting assembly and divert your dividing lanes into a single lane of your choice.

1-2 divider: Many companies have product lines with one machine that runs faster than the rest of their line. By dividing into two lanes, automated lines can keep up with a higher production rate. In this example, Morrison is mechanically dividing one lane into two lanes. This type of system will always discharge the containers in 2 equal lanes and is not a “smart” divider.
1:4 Divider: This system takes a single lane of containers and divides those into (4) lanes. This type of system is a “smart” divider and containers can be fed into whichever lane the customer requires. There is vacuum in the star wheel pockets (in 3 of the 4 star wheels) and the vacuum will engage/disengage based on which lanes the containers need to be fed to. The containers can be fed downstream based on photo eyes downstream to feed whichever lane is most starved of containers, or can be setup in the controls to feed containers downstream so that each lane receives the same amount of containers

2:4 Divider: This system is very similar to that of the 1:4 lane divider, but actually stars out in (2) lanes. The advantage of a system like this is to accept containers from multiple lanes, and ensure that there is an even distribution of product to the 4 lanes downstream. The other advantage to this type of a system is to divide the containers with a continuous motion instead of having intermittent motion that occurs during a standard swing gate dividing application.
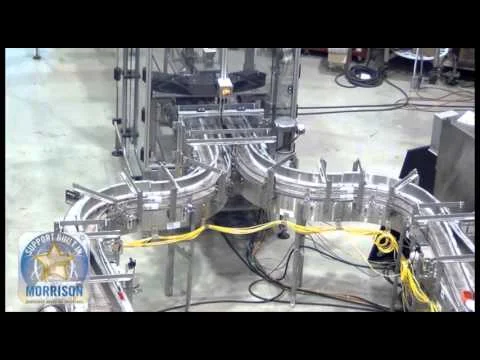
Divide and Conquer: This shows a project in which Morrison provided the complete handling solution. Containers are presented in a single file, Morrison divides the containers into 4 lanes, indexes the containers through index fillers, and then is combined back into one lane
Many companies will use a swing gate divider to separate containers into multiple lanes, however, Morrison uses a timing screw to control the containers through this process. By using a timing screw, it is easy to control how many containers are fed into each lane, because one revolution of a timing screw equals one container discharged. The timing screw will also ensure that no containers are “stuck in limbo” during the lane change and they don’t fall over and create a jam
The product that is being filled in this application is fried onions, which is why you will see the containers bouncing/jumping within the timing screws. Morrison implemented a vibrator under the conveyor to help settle the product.
Containers are then combined into one lane through the series of (3) 2-1 lane combiners. On the last combiner, the containers are not only brought into one common lane, but the containers are discharged with a 13.5” pitch to feed the containers across a check weigher.
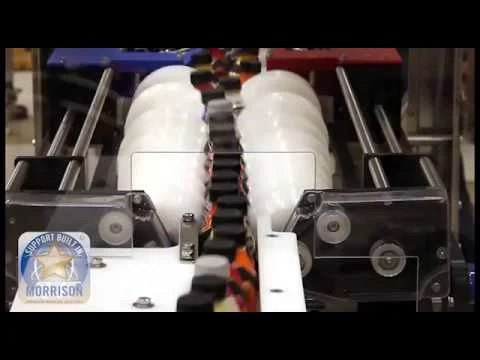
High Speed 2:1 Combiner: this system is handling empty steel cans prior to a filler. There are (2) lanes that are being combined into one common lane. This shows how the timing screws can spin as fast as the containers can be fed to the system. Usually the main limitation for timing screw speeds is how fast the containers can actually be presented to the containers
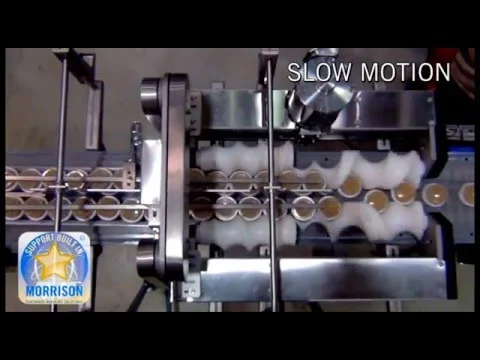
2:1 Combiner - Yogurt Parfait: This is a high speed 2-1 lane combiner. Morrison utilizes (4) total timing screws to fully combine the containers while they are being controlled in the timing screws. This type of system puts each lane 180 degrees out of phase of the other, and then manipulates the outside and root diameters of the timing screw to combine the two lanes. Morrison fully combines the containers within the timing screws due to the speeds so that there is no concern of containers jamming up by combining with rails.

2-1 Combiner/Stacker/Grouper: This video highlights how Morrison handles a VERY common product; the single serve applesauce/fruit cups that are stacked lid-on-lid in a cardboard sleeve. Anytime these containers are presented in a store, Morrison has been involved in the packaging process. There are two lanes of containers that are being controlled by the same timing screw. One of the lanes utilizes a power twist to invert the containers over the timing screw. Since both lanes are being controlled in the same screw, they can be stacked directly on top of each other. Once the containers are stacked, the containers transfer to the grouping screw. In the last screw, the containers are positioned accordingly to create the 6 pack (3-over-3) container figuration. By changing the timing screws, the plant could also run a 4 pack (2-over-2)

Combiner/Smart Divider/Cross-Laner: This line was showcased at the Pack Expo in Chicago. The first application in the video takes (2) lanes of containers and combines them into one. This is not a “smart” combiner and will always create an alternating lane pattern (lane 1 – lane 2 – lane 1 – lane 2) The second application is a smart divider. The star wheel in the application has vacuum in each one of the pockets. While the containers are controlled in the timing screw, a color sensor looks at the lid of the containers and communicates with the star wheel to divide the containers based on color. All of the purple caps are fed into one lane, and all of the green caps are fed into the other. The third application in this video is a custom application and was designed to help fix a large engineering mistake by Morrison’s customer. The plant engineer purchased (2) right hand label machines that needed to run on the same line. The plant overlooked the fact that once half of the containers are labeled on label machine #1, the other half of containers need to be labeled on label machine #2. At some point, the containers would need to switch lanes, and they did not have a robust solution that didn’t take up a large footprint. By manipulating the root diameter and outside diameters of the timing screws, the products can be pushed across and switch lanes. By looking at the system while it is running, you can see that the green containers are on opposite sides from the infeed to discharge of the system.



